

100吨3.2米液压板料折弯机折弯角度计算方法?
100吨3.2米液压板料折弯机折弯角度计算方法?
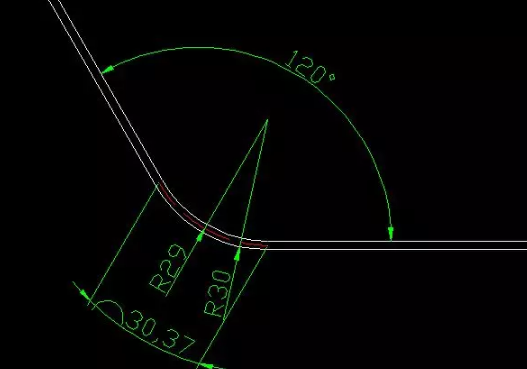
用100吨3.2米液压板料折弯机折大圆弧时每次折多少刀,折弯角度是多少?下面我们来看一个示例:板厚2mm折弯角度120度折弯外部半径30中性层半径29,圆弧折弯我们算展开取中性层的弧长。所以算折弯刀数及每刀折弯角度也按中性层弧长算中性层距边的距离为板厚的一半。
液压板料折弯机折弯角度
上图中圆弧折弯要折多少刀,每刀的折弯角度多少?

100吨液压板料折弯机图片
如果我们每刀进2mm。
折弯刀数=弧长/2mm=30.37/2=15
折弯刀数15
折弯角度
=180-{(2/弧长)X(180-折弯角度)}=180-{(2/30.37)X60}=176
每刀折弯角度176度
如果我们折弯操作的时候没法量弧长也可以按照下面公式计算
折弯角度=180-{(2/3.14X中性层半径)X180}=180-{(2/3.14X29)X180}=176
如果你想每刀进3mm就把上面公式里的2换成3
当然上面公式是理论计算公式。实际加工中再根据上面公式计算出来的结果调整。
上一篇:买液压50摇臂钻床需要注意哪些问题?
下一篇:石墨坩埚一次性成型液压机多少钱一台?
相关文章
在线留言
如果我们有什么可以帮助到您的,您可以随时拨打我们的24小时客服电话:0632-5681708。
您也可以通过点击 在线咨询![]() 在线与我们沟通。另外您还可以在下面给我们留言,我们将用心为您服务!
在线与我们沟通。另外您还可以在下面给我们留言,我们将用心为您服务!